

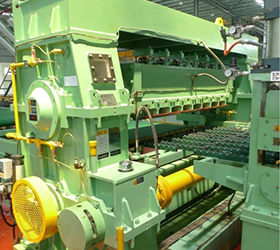
大兴安岭地区直辖关于飞剪机用途及技术说明。
一、设备用途
轧件进入精轧机前,由于轧件头、尾部存在安排缺陷或钢温过低,飞剪机切掉头部,尾部保证轧件质量。
当轧件进入精轧机组出现问题时,该剪切立即被堵塞,并由转辙器导入断剪进行断断。
第二,设备的主要技能功能
切割钢种:普碳钢、低合金钢
裁切端面:ф12.7—ф18
轧制速率:7-12m///s
切割温度:850℃
轧件切头长度:1500~230mm
剪刀翻转直径:800毫米
马达功率:112KW
马达转速:255-465r//min
设备构成和结构特征三、
1.3号飞剪机由传动系统、剪机座椅和3号飞剪箱组件(下座、中下座、中座、中座、顶盖、转轴、斜齿轮组、上下刀架、刀体和平滑系统)组成。
2.翻转刀架配有单刃,几个刀轴平行放置,起停工作系统。刀架旋转一周,完成一个切割周期。电机通过减速器推动刀轴,然后通过齿轮推动刀轴上下旋转。下刀轴与传动系统连接。电机采用外通风DC电机,配有测速电机测量DC电机的速度。
电动机和减速机之间配有安全齿形连轴器,以确保剪切机的安全使用。
剪刀座是一个四层焊接箱,里面有四个齿轮轴,上下分别是刀架轴,中间两个是过渡齿轮轴。
上刀轴端配有光电编码器,用于控制切割过程中飞剪机剪刀的开端方位。

- 上一篇:关于飞剪机首要件制作工艺技能要求
- 下一篇:什么是液压剪?



-
大兴安岭地区直辖关于冷剪机安全操作规程 [2023-07-15]
冷剪机启动前,仔细检查设备和防护设施,检查无误后即可启动。在生产之前,先试剪3~5根钢丝,然后再试剪。2.吊装不良材料时,首先检查钢丝绳是否完好。如有损坏,应定期更换。送料、捡料时要相互配合,做到动作协调一致。坏料不到位,摆正前,不能开剪,当切到最后一个时,要注意坏料尾部的摆动。设备运转时,操作人员不得将手伸到前刀处捡起破料或断头。更换剪刀片或修理产品时,必须关闭电源并上市7.如果在剪切过程中发现
-
大兴安岭地区直辖关于冷剪机常见故障 [2023-07-15]
1.1冷剪机离合器,制动器摩擦片发热,烟雾死亡。离合器起到传递切割动力的作用,承受较大的旋转扭矩。制动器负责高位停止曲轴、滑枕和上刀座制动器,并承受较小的制动扭矩。当离合器摩擦片因加热而产生烟雾和摩擦片膨胀时,离合器无法分离,这将促进冷切割曲轴和滑枕的运行。上刀座有上下重复运动的趋势。但当滑枕上升到接近上死点的位置时,制动器关闭,但无法关闭,导致离合器和制动器摩擦片与钢挡板摩擦产生热量和烟雾,冷切
-
大兴安岭地区直辖关于液压剪的操作流程 [2023-07-14]
1.准备工作在使用液压剪刀之前,我们需要做好准备。首先,检查液压剪刀的所有部分是否正常工作。检查液压站的油路是否通畅,油压是否正常;检查液压剪刀的上下刀座是否调整到合适的位置,夹紧切割材料。同时,检查液压剪刀的电气系统是否正常工作,切割刃是否损坏过多。2.调节参数切割前,需要根据切割材料的性质和要求调整相应的参数值。例如,需要设置不同的参数,如油缸面积、油缸行程、切割视角等。根据不同厚度的材料。此
